 Italiano
Italiano-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt - Italiano
-
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Casa
>
Prodotti > Macchina combinata di tornitura e fresatura
>
Macchina per tornitura e fresatura di scanalature interne a tre curve
Prodotti






Macchina per tornitura e fresatura di scanalature interne a tre curve
La macchina per tornitura e fresatura di scanalature interne a tre curve Jingfusi® è uno strumento di lavorazione specializzato utilizzato per la lavorazione di precisione di scanalature interne con tre superfici curve o sagomate. Questa macchina per tornitura e fresatura di scanalature interne a tre curve è comunemente utilizzata nei settori che richiedono la produzione di parti complesse con scanalature o profili interni che non possono essere facilmente creati utilizzando i metodi di lavorazione convenzionali.
Modello:CK46-3+2
Invia richiesta
Descrizione del prodotto
Sebbene utilizzate principalmente per la lavorazione di scanalature interne, queste macchine possono gestire anche altre operazioni di lavorazione, rendendole versatili per un'ampia gamma di applicazioni. Settori come quello aerospaziale, della produzione di dispositivi medici, automobilistico e dell'ingegneria di precisione spesso fanno affidamento su queste macchine per produrre componenti complessi e di alta precisione. Le macchine di tornitura e fresatura per scanalature interne a tre curve possono lavorare vari materiali, inclusi metalli, plastica e compositi, a seconda delle specifiche esigenze di lavorazione.
Diagramma della corsa della macchina

Dettagli del prodotto

Elenco dei parametri
| Articolo | unità | Specifica |
| Massimo. diametro di tornitura | mm | 250 |
| Massimo. diametro oscillazione sopra il tornio | mm | Ø500 |
| Massimo. diametro di rotazione attraverso il piano di scorrimento | mm | Ø160 |
| Grado del letto inclinato | grado | 35° |
| Corsa effettiva dell'asse X | mm | 1000 |
| Corsa effettiva dell'asse Z | mm | 400 |
| Asse X/Z max. velocità di viaggio elevata | m/min | 24 |
| Base in ghisa | ㎡ | 1,8 x 1,1 |
| Dimensioni della macchina: L x L x A | mm | 2100×1580×1800 |
| Peso netto della macchina | kg | 2600 |
| strumento n. | pz | 8 |
| Strumenti quadrati | mm | 20×20 |
| Dimensioni del coltello con foro | mm | Ø20 |
| Cavallo totale | kw | 13 |
| Consumo energetico medio | kw/h | 2 |
| Forma della faccia del fuso |
|
A2-5 |
| Velocità del mandrino | giri/min | 6000 |
| Impostazione della velocità del mandrino | giri/min | 1-4500 |
| Coppia nominale del mandrino | Nm | 35 Nm (1500 giri/min) |
| Diametro massimo della barra | mm | Ø45 |
Precisione della macchina utensile
| Precisione della macchina, standard del fattore Jingfus: | ||||
| Importante elemento di prova | Diagramma schematico | Norma di fabbrica | ||
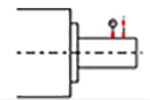
| Battuta radiale del mandrino, |
 |
Rilevare l'eccentricità del cono esterno | 0.0035 | |
| Posizione di ripetizione dell'asse X, X |
 |
Rileva il posizionamento ripetuto dell'asse X. Nota: prevedere innanzitutto circa 50 volte per compensare l'errore del motore freddo e del motore caldo, quindi rilevare il posizionamento ripetuto. | 0.003 | |
| Posizione di ripetizione dell'asse Z, Z |
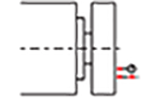 |
Rileva posizionamenti ripetuti sull'asse Z. Nota: prevedere innanzitutto circa 50 volte per compensare l'errore del motore freddo e del motore caldo, quindi rilevare il posizionamento ripetuto. | 0.003 | |
| Posizione di ripetizione dell'asse C, C |
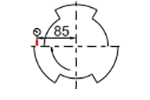 |
Rilevare il riposizionamento del punto fisso dell'asse C, nota: prevedere prima circa 50 volte per compensare l'errore del motore freddo e del motore caldo, quindi rilevare il posizionamento ripetuto | 20 secondi d'arco | |
| Posizione dell'asse C rotante, C |
 |
Rileva la precisione della posizione casuale dell'asse C, nota: prima prevedere circa 50 volte per compensare l'errore del motore freddo e del motore caldo, quindi controllare le impostazioni ripetute | 72 secondi d'arco | |
| Se il cliente desidera testare la precisione ISO o VD1 degli assi X/Z/Y, ciò dovrà essere determinato al momento della stesura del contratto. Il cliente deve testare questo articolo contemporaneamente all'accettazione iniziale di Jingfusi Factory. | ||||
Tag caldi: Tornitrice e fresatrice per scanalature interne a tre curve, Cina, produttori, fornitori, fabbrica, qualità, listino prezzi
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.









X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza